Корзина пуста.


Сварочные аппараты
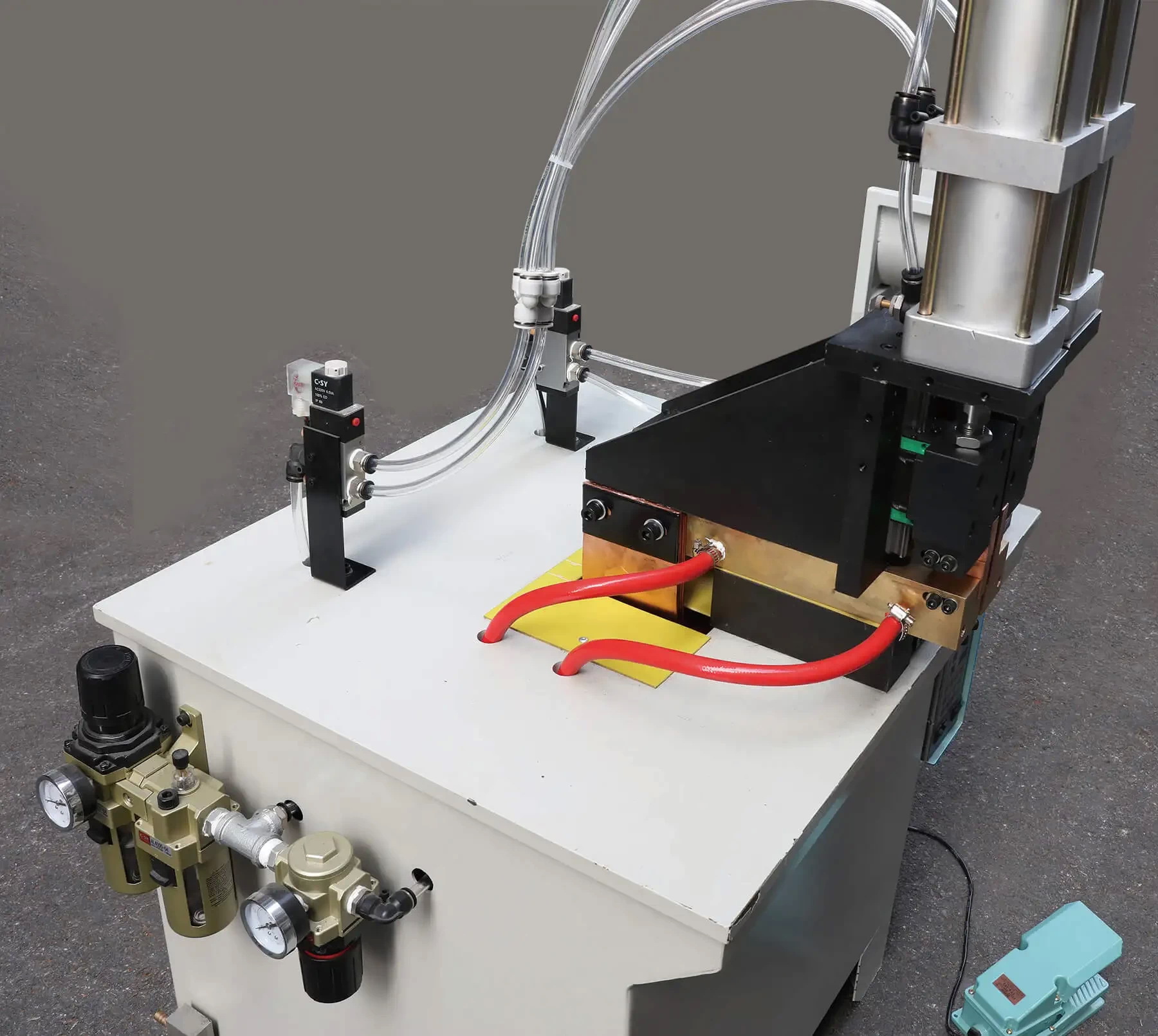
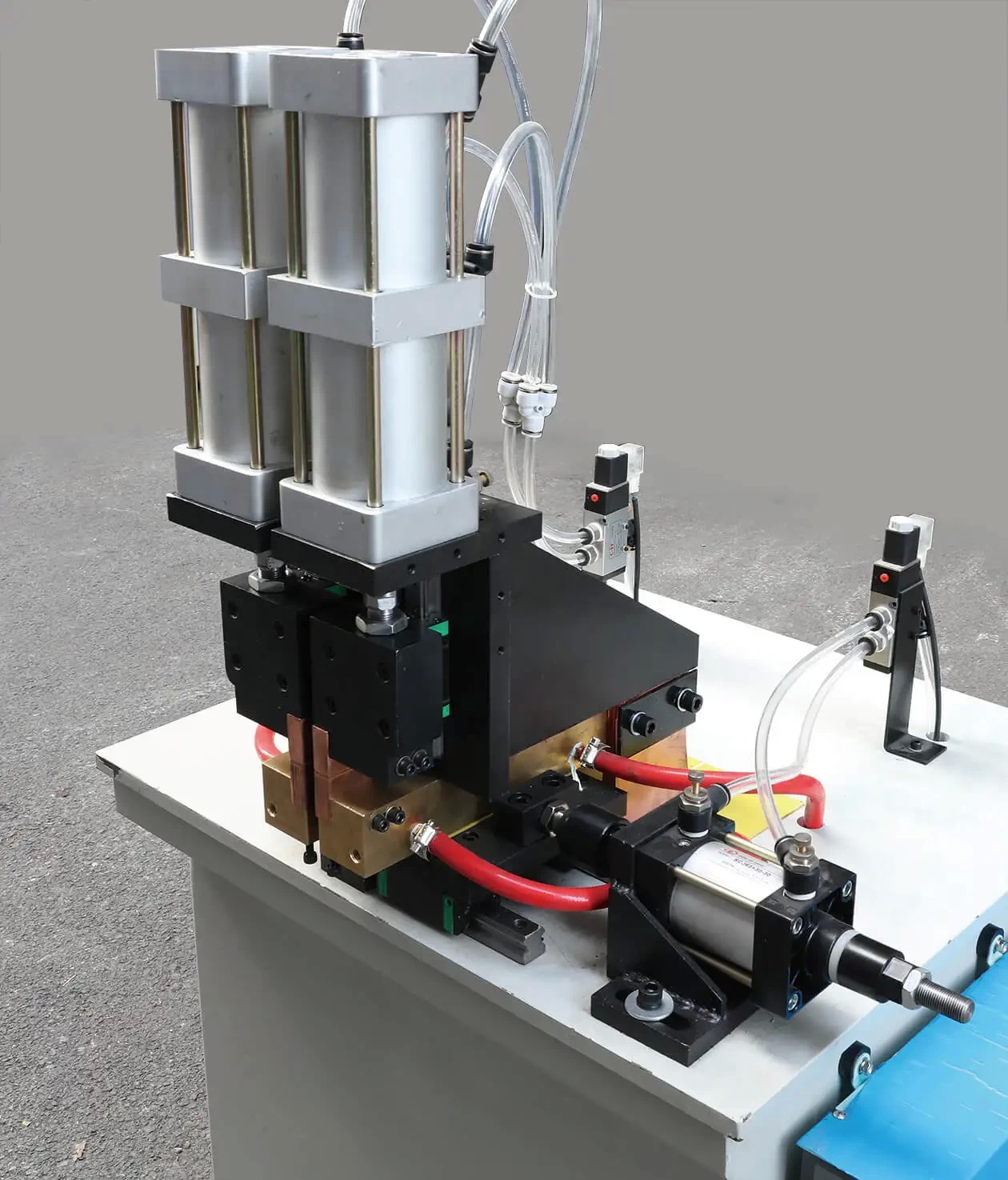
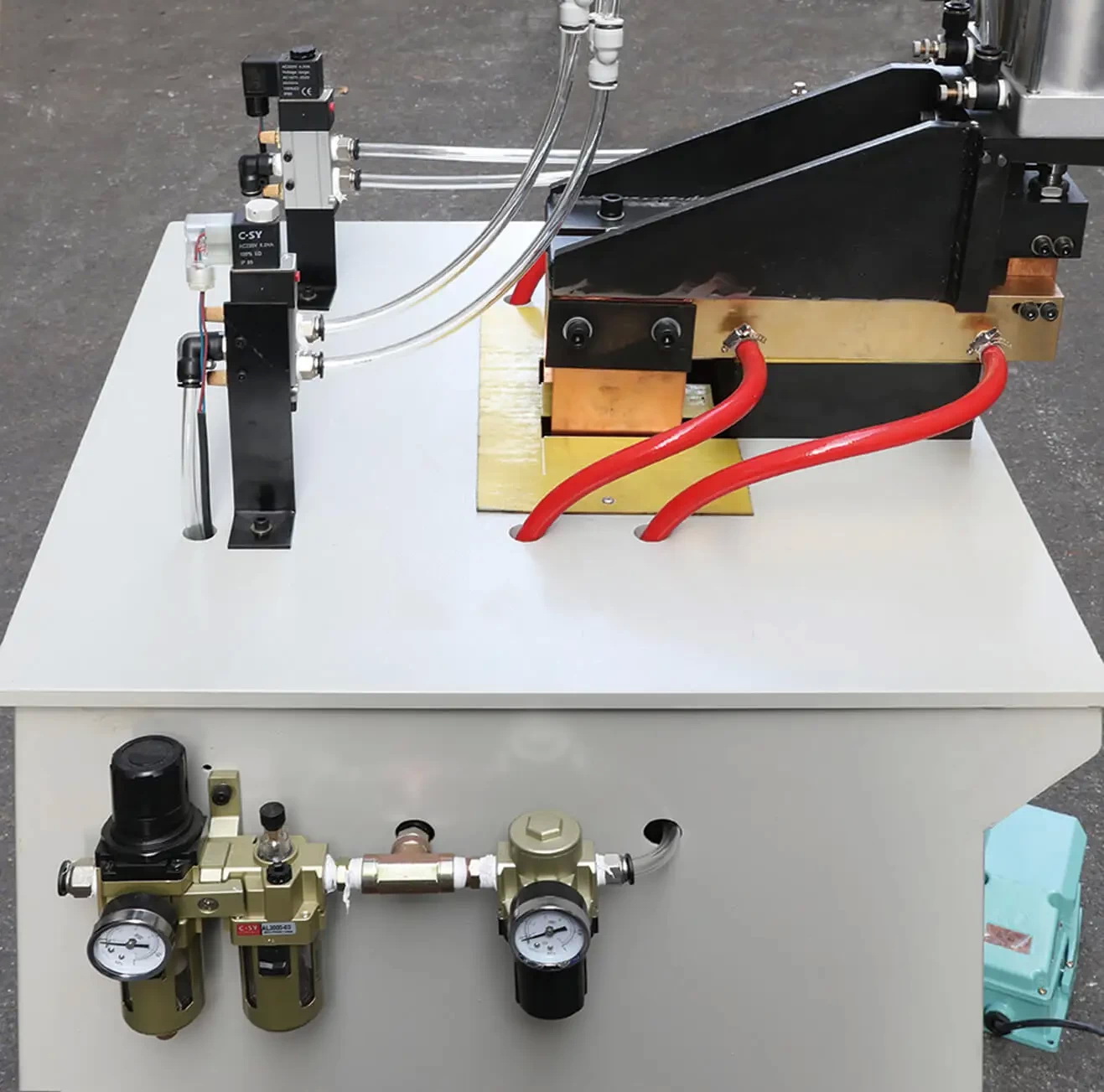
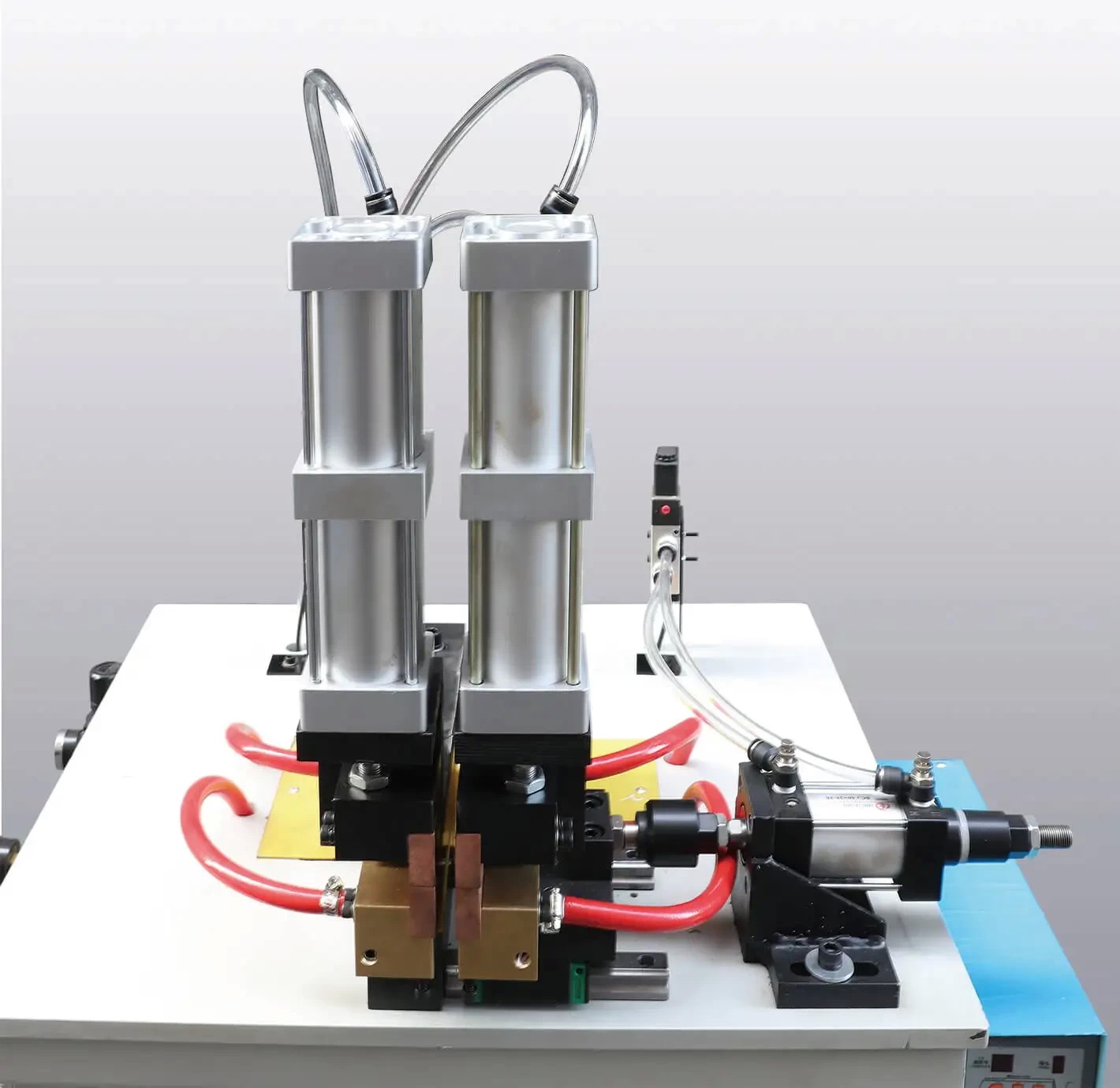
Аппарат точечной сварки алюминиевых деталей, р-ры 2.0+2.0 мм
Наличие:
Доступно для предзаказа
Особенности
- Частота выходной мощности: несущая 4 кГц, регулируемая основная волна 10-400 Гц;
- Программируется до 32 наборов характеристик сварки;
- Трехступенчатый процесс нагрева: предварительный нагрев, сварка и отпуск. В разделе сварки вы можете определить увеличивающиеся и уменьшающиеся участки и количество циклов;
- Программируемый выходной порт ввода-вывода: программируемый 3-ступенчатый выход, лучшее согласование с ПЛК, роботом и т. д.;
- Функция связи и управления кодом BCD: внешний промышленный управляющий компьютер, ПЛК и другое оборудование могут быть подключены для реализации дистанционного управления и автоматического управления;
- Вторичная катушка возвращает вторичный сварочный ток в режиме реального времени и участвует в замкнутом контуре для обеспечения более точного управления сварочным током;
- Функция записи сигналов тревоги, удобная для просмотра исторической информации о сигналах тревоги;
- Текущая точность управления: 1%.
Доступно для предзаказа
Аппарат точечной сварки алюминиевых деталей, р-ры 2.0+2.0 мм используется для соединения тонких листов алюминия и его сплавов в различных точках, образуя прочные швы без использования дополнительных материалов. Этот метод часто применяют в автомобилестроении, самолетостроении, а также при производстве бытовой техники и других изделий, где важна прочность и точность соединений.
Процесс нагрева трехступенчатый: предварительный нагрев, сварка и отпуск. Вы можете определить увеличивающиеся и уменьшающиеся участки и количество циклов.
Смотреть похожее оборудование …
| Выберите нужную модель | WLD-5-2000AB, WLD-5-2000B, WLD-5-2000А |
|---|
| Модель | Аппарат точечной сварки алюминиевых деталей |
|---|---|
| Размеры кругляка низкоуглеродистой стали | 2.0+2.0 мм |
| Частота выходной мощности | несущая 4 кГц, |
| Регулируемая основная волна | 10-400 Гц |
| Программируется | до 32 наборов характеристик сварки |
| Трехступенчатый процесс нагрева | предварительный нагрев, сварка и отпуск; В разделе сварки вы можете определить увеличивающиеся и уменьшающиеся участки и количество циклов |
| Программируемый выходной порт ввода-вывода | программируемый 3-ступенчатый выход, лучшее согласование с ПЛК, роботом и т. д. |
| Функция связи и управления кодом BCD | внешний промышленный управляющий компьютер, ПЛК и другое оборудование могут быть подключены для реализации дистанционного управления и автоматического управления |
| Вторичная катушка возвращает вторичный сварочный ток в режиме реального времени и участвует в замкнутом контуре для обеспечения более точного управления сварочным током | |
| Функция записи сигналов тревоги, удобная для просмотра исторической информации о сигналах тревоги | |
| Текущая точность управления | 1% |
| Габаритные размеры (ДxШxВ) | мм |
| Вес Нетто/Брутто | Кг |
Похожие товары
-
Сварочные аппараты
BWS-560-H-D Пневматический полуавтоматический точечный сварочный аппарат
Особенности:
- BWS-560-H-D Пневматический стыковой сварочный аппарат используется для сварки деталей из стали, листового железа, гибочных деталей, клемм, гаек, пружин и т. д.
- Мощность сварки: 15 кВА
- Сварочный ток: 3000 А
- Толщина сварки: 1,2+1,2 мм
- Напряжение: 220 В 50/60 Гц
- Входное давление воздуха: 0,4-0,6 МПа
- Сварочный электрод: 6 мм
- Сварочный кабель: 0,65 м*35 мм
SKU: n/a -
Сварочные аппараты
DTN25 Аппарат точечной сварки для изготовления сетки
Особенности
- Машина для сварки рядов представляет собой портальную конструкцию, рабочее пространство машины для сварки рядов составляет 900 мм, а ширина сварочной сетки составляет 700 мм.
- Ключевыми частями всей машины являются импортные компоненты, такие как серводвигатель, электромагнитный воздушный клапан, воздушный цилиндр и тиристор. Блок управления разработан и изготовлен путем интеграции микрокомпьютера с одним чипом. Сварочный аппарат использует японский воздушный клапан Kuroda Seiko, воздушный фильтр, главный вал и направляющий вал имеют хромированный гладкий круг и оснащены стандартной втулкой вала с масляным подшипником, которая может продлить срок службы вала и втулки вала. без впрыска масла, чтобы цилиндр мог двигаться гибко и не было свободного места.
- Контроллер сварки использует одночиповую интегрированную систему управления, и каждая группа параметров управления может регулироваться импортированными цифровыми ключами.Он имеет две группы параметров управления, двойной ток и двойные ножные переключатели и может выполнять сварку двух спецификаций продуктов без регулировки на одной машине.
- Основной трансформатор изготовлен из эпоксидной смолы, а второй трансформатор выполнен из цельных деталей из красной меди, без термической деформации.Вторичный трансформатор охлаждается водой вместе с SCR и электродом, с низкими потерями вхолостую, высокой выходной мощностью и длительным сроком службы.
- Машина имеет коробчатую конструкцию с хорошей жесткостью, пневматическим наддувом, регулируемым давлением и гибкой и надежной частью трансмиссии.
- Основная цепь принимает управление SCR, ток плавно регулируется и имеет функцию компенсации колебаний сетевого напряжения.
- Контроллер оснащен: предварительной нагрузкой, предварительным нагревом и постепенным подъемом, сваркой, поддержанием давления, программным управлением времени отдыха, током, точечной сваркой и переключателями выбора непрерывной сварки.
- Свариваемые материалы: углеродистая сталь, низколегированная сталь, нержавеющая сталь, сталь с покрытием, алюминий, медь, медный сплав и т. д.
SKU: n/a -
Сварочные аппараты
MIG-190, MIG-230, MIG-250, MIG-220 сварочные аппараты
Особенности:
- Функция холостого прогона проволоки.
- Функция выбора диаметра сварочной проволоки
- Цифровая индикация отображения сварочных параметров.
- Автоматическая защита от перегрева.
- В аппарат можно установить катушку с проволокой весом до 15 кг.
SKU: n/a -
Сварочные аппараты
DTN25-DTN200 Аппарат точечной сварки
Особенности
- Машина для сварки рядов представляет собой портальную конструкцию, рабочее пространство машины для сварки рядов составляет 900 мм, а ширина сварочной сетки составляет 700 мм.
- Ключевыми частями всей машины являются импортные компоненты, такие как серводвигатель, электромагнитный воздушный клапан, воздушный цилиндр и тиристор. Блок управления разработан и изготовлен путем интеграции микрокомпьютера с одним чипом. Сварочный аппарат использует японский воздушный клапан Kuroda Seiko, воздушный фильтр, главный вал и направляющий вал имеют хромированный гладкий круг и оснащены стандартной втулкой вала с масляным подшипником, которая может продлить срок службы вала и втулки вала. без впрыска масла, чтобы цилиндр мог двигаться гибко и не было свободного места.
- Контроллер сварки использует одночиповую интегрированную систему управления, и каждая группа параметров управления может регулироваться импортированными цифровыми ключами.Он имеет две группы параметров управления, двойной ток и двойные ножные переключатели и может выполнять сварку двух спецификаций продуктов без регулировки на одной машине.
- Основной трансформатор изготовлен из эпоксидной смолы, а второй трансформатор выполнен из цельных деталей из красной меди, без термической деформации.Вторичный трансформатор охлаждается водой вместе с SCR и электродом, с низкими потерями вхолостую, высокой выходной мощностью и длительным сроком службы.
- Машина имеет коробчатую конструкцию с хорошей жесткостью, пневматическим наддувом, регулируемым давлением и гибкой и надежной частью трансмиссии.
- Основная цепь принимает управление SCR, ток плавно регулируется и имеет функцию компенсации колебаний сетевого напряжения.
- Контроллер оснащен: предварительной нагрузкой, предварительным нагревом и постепенным подъемом, сваркой, поддержанием давления, программным управлением времени отдыха, током, точечной сваркой и переключателями выбора непрерывной сварки.
- Свариваемые материалы: углеродистая сталь, низколегированная сталь, нержавеющая сталь, сталь с покрытием, алюминий, медь, медный сплав и т. д.
SKU: n/a -




