Корзина пуста.




Оборудование для алюминиевых и пластиковых профилей
MDTC-13 Автоматический станок для сверления, нарезания резьбы и резки алюминиевого профиля
Наличие:
Доступно для предзаказа
Особенности
- MDTC-13 Автоматический станок для сверления, нарезания резьбы с одной стороны и резки алюминиевого профиля
- Высота профиля 10 ~ 35 мм
- Время изготовления каждой детали 4–6 секунд.
Доступно для предзаказа
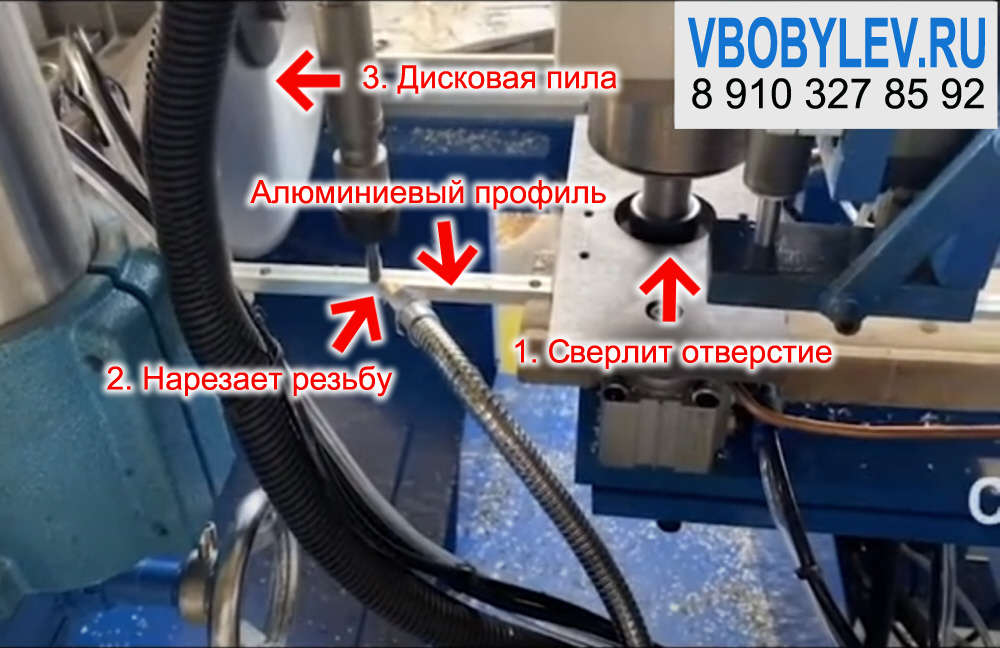
MDTC-13 Автоматический станок для сверления, нарезания резьбы и резки алюминиевого профиля имеет многократную обработку для осуществления подачи, сверления односторонних отверстий, одностороннего нарезания резьбы в отличие от DTC-39, резки и одновременного извлечения детали. Для сверления отверстий используется шпиндельный двигатель, а для нарезания резьбы – сервосистема, которая позволяет осуществлять быструю и точную обработку. Машина доступна для производства различных профилей. Рабочий цикл полностью автоматический, время изготовления каждой детали составляет всего 4–6 секунд.
Машина доступна для производства профиля высотой 10 ~ 35 мм. Рабочий цикл полностью автоматический, время изготовления каждой детали составляет всего 4–6 секунд.
Технологические шаги обработки профиля
- Станок в начале подаёт профиль к первому шпинделю.
- Затем при помощи пневматических зажимов фиксирует профиль.
- В профиле при помощи первого шпинделя просверливаются отверстия с 1- стороны
- Далее профиль продвигается вперёд.
- На следующем этапе происходит нарезание резьбы в этом отверстии.
- И последний шаг – обрезание профиля в размер готовой детали
| MDTC-13 Автоматический станок для сверления, нарезания резьбы и резки алюминиевого профиля | |
|---|---|
| Высота профиля | 10 ~ 35 мм |
| Время изготовления каждой детали | 4–6 секунд. |
| Входное напряжение | 380 В, 50 Гц |
| Обрабатываемый материал | Алюминий |
| Функции | сверление, нарезание резьбы с одной стороны, резка профиля. |
| Уровень автоматизации | Автоматический |
| Расположение | Вертикальное |
| Управление | ЧПУ |
| Габаритные размеры (ДxШxВ) | |
| Размеры упаковки (ДxШxВ) | |
| Вес Нетто/Брутто |
Похожие товары
-
Оборудование для алюминиевых и пластиковых профилей
SHZ3-120×3500 Сварочный станок для изготовления окон из ПВХ, 3 головки
 Оборудование для алюминиевых и пластиковых профилей
Оборудование для алюминиевых и пластиковых профилейSHZ3-120×3500 Сварочный станок для изготовления окон из ПВХ, 3 головки
Особенности
- Три головы могут работать отдельно или вместе, гибкая комбинация.
- Высота сварки: 20 мм~120 мм
- Ширина сварки: 120 мм
- PLC контролирует действие / программу сварки, высокая надежность.
- Сварка под прямым углом правой головки машины.
- Параметры могут быть установлены в соответствии с различными требованиями обработки профилей.
- Высокая точность сварки.
- Высококачественные электрические и пневматические компоненты с высокой надежностью.
- Хороший внешний вид сварочного уголка.
SKU: n/a -
Оборудование для алюминиевых и пластиковых профилей
LZJ03-130 Угловой обжимной станок для алюминиевых профилей
 Оборудование для алюминиевых и пластиковых профилей
Оборудование для алюминиевых и пластиковых профилейLZJ03-130 Угловой обжимной станок для алюминиевых профилей
Особенности
- Углы двух алюминиевых профилей соединяются с клином, помещенным внутрь, путем приложения давления. Это универсальный угловой обжимной станок для алюминиевых профилей.
- Гидравлическая система обладает такими преимуществами, как высокая мощность, широкий диапазон профилей и стабильная работа. Подходит для производства всех алюминиевых дверей и окон.
- Корпус изготовлен из высококачественной стали и отличается высокой долговечностью.
- Механическое рычажное устройство используется для реализации полной синхронизации двух групп угловых головок.
- Регулируемое позиционирующее устройство, подходящее для обработки различных поперечных сечений и размеров.
- Основное позиционирование может выбрать тип погружения, который удобнее размещать и вынимать профиль.
- Пневматическое сжатие в вертикальном направлении может легко регулировать положение. Он подходит для любой серии профилей и значительно улучшает плоскостность группового угла.
- Управление ножным переключателем может шаг за шагом управлять позиционированием и групповым углом.
- В стандартную комплектацию входят три угловых ножа разной толщины, которые можно комбинировать по желанию и подходить для разных профилей. (Нож может быть настроен в соответствии с профилем)
SKU: n/a -
Оборудование для алюминиевых и пластиковых профилей
LZJ2B-CNS-500×4200 Станок для резки алюминиевого профиля с 2 головками
 Оборудование для алюминиевых и пластиковых профилей
Оборудование для алюминиевых и пластиковых профилейLZJ2B-CNS-500×4200 Станок для резки алюминиевого профиля с 2 головками
Особенности
- Станок предназначен для точной резки алюминиевого профиля и профиля ПВХ для производства дверей и окон.
- Ширина реза – 135мм
- Высота реза – 200 мм для 45 градусов; 300 мм для 90 градусов
- Длина резки – 400 ~ 4200 мм
- Угол резки – 45°, 67.5°, 90°
- Станок оснащён цифровым дисплеем. Система может легко считывать точную длину и количество резки автоматически, обеспечивает высокую точность положения перезарядки и удобную работу человека.
- Линейная подшипниковая система в движущемся и подающем устройстве обеспечивает точный ход и резку станка, а также стабильную работу.
- Две головки могут работать вместе или в одиночку. При работе двумя головками одновременно, за раз можно отрезать необходимую длину и угол.
- Гидравлический цилиндр обеспечивал стабильную регулировку скорости и работу пильного диска.
- Автоматическая угловая резка может быть изменена на 45 ° и 90 °.
- Твердосплавный пильный диск для высококачественной резки и срока службы.
- Система безопасности щита может обеспечить безопасную работу работающего человека.
SKU: n/a -
Оборудование для алюминиевых и пластиковых профилей
DTC-39 Автоматический станок для сверления, нарезания резьбы и резки алюминиевого профиля
 Оборудование для алюминиевых и пластиковых профилей
Оборудование для алюминиевых и пластиковых профилейDTC-39 Автоматический станок для сверления, нарезания резьбы и резки алюминиевого профиля
Особенности
- DTC-39 Автоматический станок для сверления, нарезания резьбы и резки алюминиевого профиля
- Высота профиля 10 ~ 35 мм
- Время изготовления каждой детали 4–6 секунд.
SKU: n/a -
Оборудование для алюминиевых и пластиковых профилей
LJJ02A-CNC-500 Автоматический станок для резки алюминиевых труб и профилей
 Оборудование для алюминиевых и пластиковых профилей
Оборудование для алюминиевых и пластиковых профилейLJJ02A-CNC-500 Автоматический станок для резки алюминиевых труб и профилей
Особенности
- LJJ02A-CNC-500 Автоматический станок для резки алюминиевых труб и профилей, алюминиевых деревянных композитных профилей и профилей из ПВХ.
- Длина резки – 3-500 мм
- Макс. размеры профиля (ширина * высота) – 135*135 мм
- В режущем инструменте используется пильный диск из твердого сплава, мощность двигателя большая, блок скорости резания, высокая производительность, высокая точность обработки.
- Уникальная система числового программного управления может быть оснащена 2 длинами резки, которые могут одновременно соответствовать различным размерам полостей сломанных алюминиевых дверей и окон.
- Машина обладает такими преимуществами, как простота в эксплуатации, надежная работа, передовые технологии и простота обслуживания.
- Ход резания можно контролировать, что значительно повышает эффективность работы, экономя время и энергию.
- Импортированная система управления, высокая совместимость, стабильная производительность, длительный срок службы
- Устройство подачи использует автоматическую систему подачи, стабильную и надежную, высокую эффективность.
SKU: n/a