Корзина пуста.
Руководство полуавтоматический трафаретный принтер ZB3250LY, ZB32125H
ООО ОСКОЛ-СТАНОК, Белгородская обл., г. Старый Оскол.
vbobylev.ru, email: vbobylev@mail.ru +7 910 327 85 92
Спасибо большое за ваш выбор нашей компании. Пожалуйста, внимательно прочитайте данное руководство перед использованием! Все права перевода принадлежат компании ООО “ОСКОЛ-СТАНОК”

Распаковка и подключение станка
Список вложений
- Ящик для инструментов * 1 комплект
- Провод питания * 1 шт.
- Внутренний шестигранный ключ * 1 комплект
- Разводной ключ * 1 шт.
- локационных пины * 25 шт.
- Опорный штифт * 30 шт.
- Руководство по эксплуатации * 1 шт.
- Сертификация * 1 шт.
1. Осторожно распакуйте деревянную коробку, в которую помещено оборудование. Отрегулировав нижнюю часть ног оборудования, вы отрегулируете уровень всей машины.
2. В воздушном контуре, подключенном к правому нижнему воздухозаборнику оборудования, отрегулируйте давление воздуха до 0,6 МПа.
3. Откройте переднюю дверцу устройства и вытащите шнур питания из ящика для инструментов, подключенный к правому нижнему разъему питания устройства.
4. Откройте панель управления на выключателе питания устройства, в это время наблюдайте, как горит сенсорный экран, проверьте выключатель аварийной остановки. Независимо от того, находится ли он в состоянии отскока, если он находится в состоянии нажатия, поверните его по часовой стрелке, чтобы отскочить.
5. Нажмите кнопку ручной (manual debugging) отладки под сенсорным экраном, чтобы переключиться на интерфейс ручной отладки (manual debugging).6. Нажмите на левый скребок (L-Blade Down), чтобы опустить его, R-Blade Down правый скребок вниз, сдвиг скребка влево, сдвиг скребка вправо, включение освещения падения рамы ножа и другие кнопки, чтобы проверить правильность работы функции.
I. Обзор
- В станке используется высококачественный двигатель с контролем скорости, линейная направляющая и другие прецизионные аксессуары, что делает печать скребковой головки более плавной.
- Давление печати с двойными скребками можно регулировать с помощью дроссельного клапана цилиндра вверх/вниз, скорость подъема можно эффективно регулировать, чтобы избежать резонанса.
- Печатающая головка может поворачиваться вверх на 45° и фиксироваться, удобная загрузка и разгрузка скребка, а также очистка стальной сетки, простота в эксплуатации.
- Печатающая головка может фиксироваться во многих направлениях, фиксируя удобную стальную сетку на месте, эффективно обеспечивая эффект печати.
- Высоту двойного скребка печатающей головки можно регулировать, свободно регулируя гайку, чтобы можно было контролировать силу между скребком и стальной сеткой.
- Уровень расстояния между пластиной печатного стола и стальной сеткой, регулировка шкалы точного счетчика и отображение номера шкалы.
- Диапазон перемещения манипулятора робота можно свободно регулировать с помощью бесконтактного переключателя, который соответствует требованиям различных спецификаций стальной сетки.
- Печатный стол имеет отверстие высокой плотности с использованием наперстка и позиционирующей иглы, свободное позиционирование, простоту эксплуатации, быструю замену и подходит для производства односторонних и двусторонних подложек.
- Электрические компоненты с использованием микрокомпьютера ПЛК в сочетании с управлением с помощью сенсорного экрана, свободный выбор однократной или многократной печати, а также ручного, полуавтоматического и других режимов.
II. Технические параметры
| Модель | 3250LY |
|---|---|
| Размер стола | 320×500 мм |
| Макс. размер платы | 320×430 мм |
| Толщина | 0,2 ~ 2,2 мм |
| Размеры рам для трафарета | 370х470, 420х520, 550х650 мм |
| Скорость нанесения | 0 – 8000 мм/мин |
| Тип платы | Одно и двухсторонние |
| Фиксация платы | Магнитные пины |
| Высота стола | 850±20 мм |
| Повторяемость | ±0,05 мм |
| Точность нанесения | ±0,02 мм |
| Электропитание | 220В 50/60 Гц |
| Пневмопитание | 6-8 атм., 15 л/мин 6~8Kgf/cm2 |
| Габаритные размеры | 900x700x1650 мм |
| Вес | 270 кг |
III. Вид станка
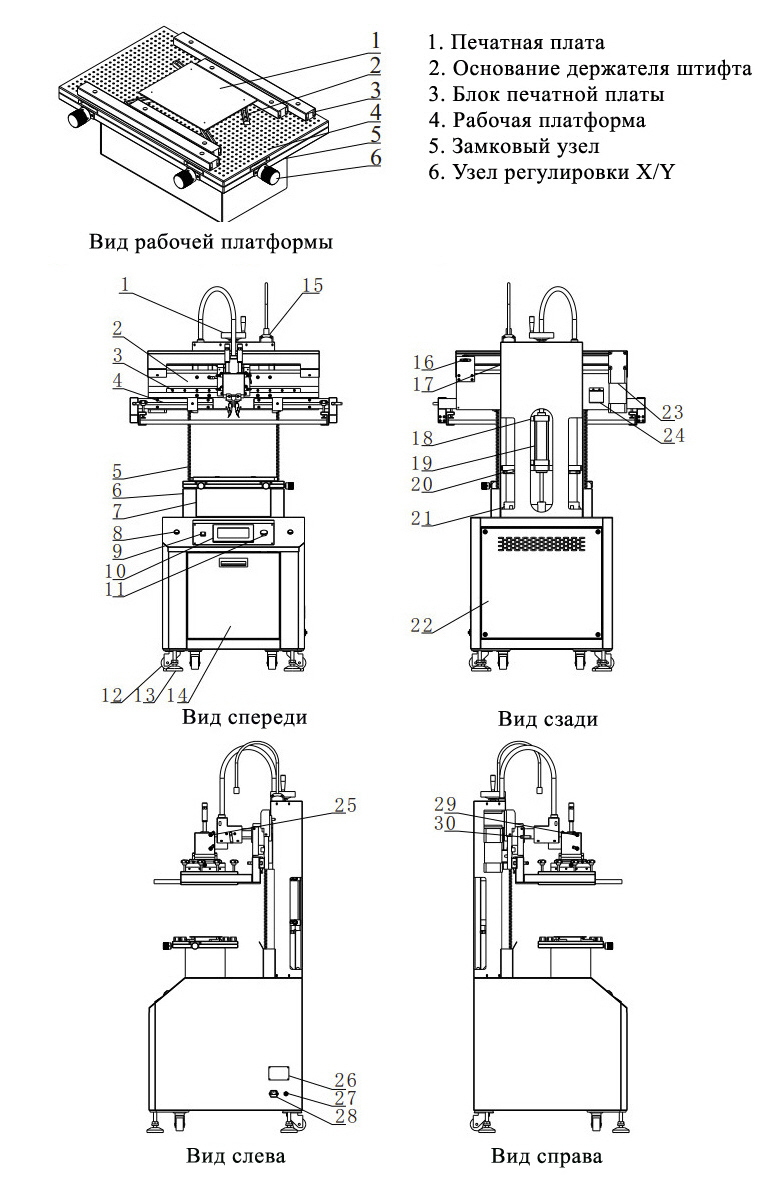
| Вид спереди 01. Маховик изменения высоты 02. Поперечная пластина оси X 03. Рельс оси X 04. Регулировка ширины направляющей 05. Органный щит 06. Поддержка щита органов 07. Основание верстака 08. Кнопка «Пуск» 09. Выключатель питания 10. Сенсорный экран 11. Выключатель аварийной остановки. 12. Ролики 13. Напольная подставка 14. Панель передней двери 15. Освещение | Вид сзади 16. Пассивное колесо 17. Синхронизированный оркестр 18. Клапан скорости подъема 19. Подъемные цилиндры 20. Ручка блокировки роботизированной руки 21. База роботизированной руки. 22. панель задней двери 23. Скребковый двигатель 24. Распределительная коробка двигателя. | Вид слева 25. Клапан регулирования скорости правого скребка. 26. Вывеска происхождения 27. Интерфейс источника газа 28. Розетка питанияВид справа 29. Клапан регулировки скорости левого скрепера. 30. Переверните ручку замка. |
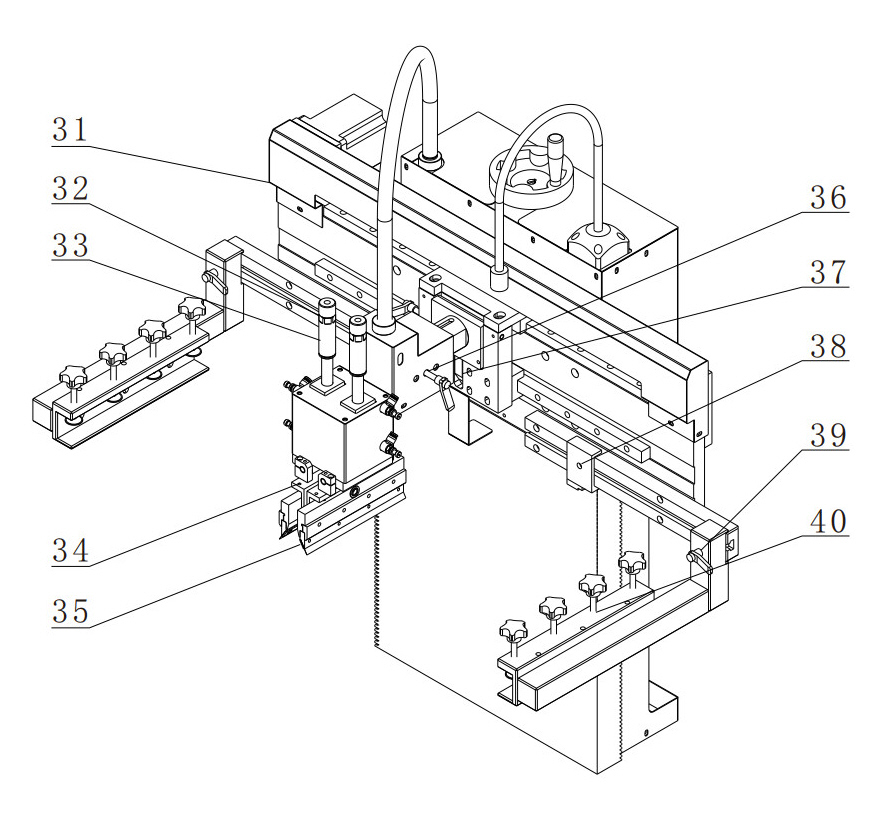
Вид на манипулятор робота
31. Синхронно со щитом
32. Контргайка скребка вверх и вниз.
33. Регулировочные шпильки подъема и опускания скребка.
34. Винт регулировки баланса скребка.
35. Скребок из нержавеющей стали.
36. Ручка блокировки узла скребка
37. Перевернуть язык
38. Регулировочный винт бесконтактного переключателя.
39. Ручка замка держателя трафарета
40. Винт блокировки ручки держателя трафарета
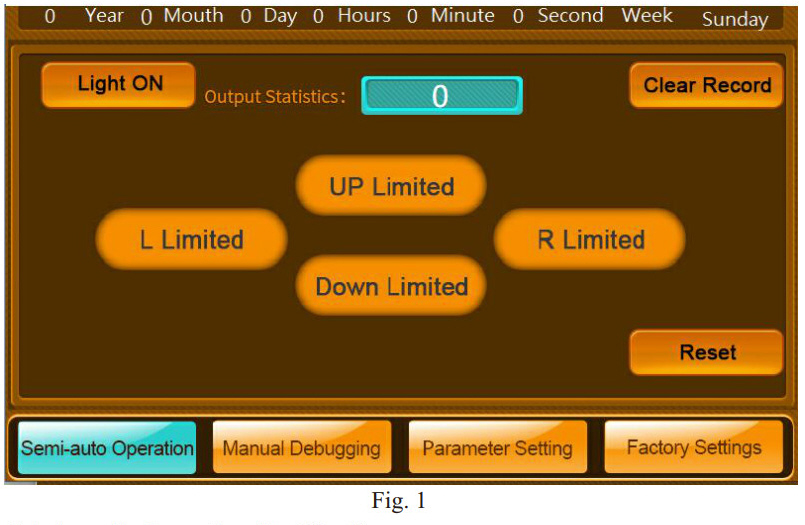
IV. Обзор
(01) Current time display / Отображение текущего времени: в правом верхнем углу отображается такая информация, как текущее время,
день месяца, секунды и т. д.
(02) Light on / Включение подсветки: кнопка включения освещения используется для включения и выключения освещения.
(03) Output statistics / Статистика производства: статистика вывода показывает, сколько печатных плат напечатано для подсчета.
(04) Count zeroing / Обнуление счетчика: при нажатии кнопки обнуления счетчика значение выходной статистики
сбрасывается на ноль.
(05) L Limited / Левый ограничитель готов: указывает положение скребка при достижении левого положения.
отображение изменения цвета состояния.
(06) R Limited / Правый ограничитель готов: указывает, где находится скребок, и цвет состояния меняется.
дисплей, когда будет достигнуто правильное положение.
(07) Up Limited / Готовность к верхнему пределу: указывает положение манипулятора робота, когда верхнее положение
достиг отображения изменения цвета состояния.
(08) Down Limited / Готовность к нижнему пределу: указывает, где находится манипулятор робота, и цвет состояния.
меняет отображение при достижении нижнего положения.
(09) Reset / Сброс: остановка текущей работы и возврат в исходное состояние.
(10) Interface Switching / Переключение интерфейса: ручная отладка, настройка параметров, заводские настройки для переключения.
соответствующий интерфейс.
(11) Manual Debugging / Ручная отладка. Функция интерфейса ручной настройки. Роль этого интерфейса состоит в том, чтобы проверить, является ли действие нормальным или нет, и отрегулировать соответствующее положение между печатной платой и трафаретом.
Повторите пошаговую операцию для завершения регулировки.
(12) Clear Record / Очистить запись
(13) Parameter Setting / Настройка параметров
(14) Factory Setting / Заводские установки
(11) Функция полуавтоматического интерфейса: в этом состоянии интерфейса обеими руками одновременно нажимают кнопку запуска, чтобы завершить a. Вторичный процесс печати, состояние интерфейса указывает, что кнопка будет меняться в зависимости от такта действия и в то же время производить. Значение счетчика вывода + 1.
2. Manual Debugging / Ручная отладка (Fig. 2)
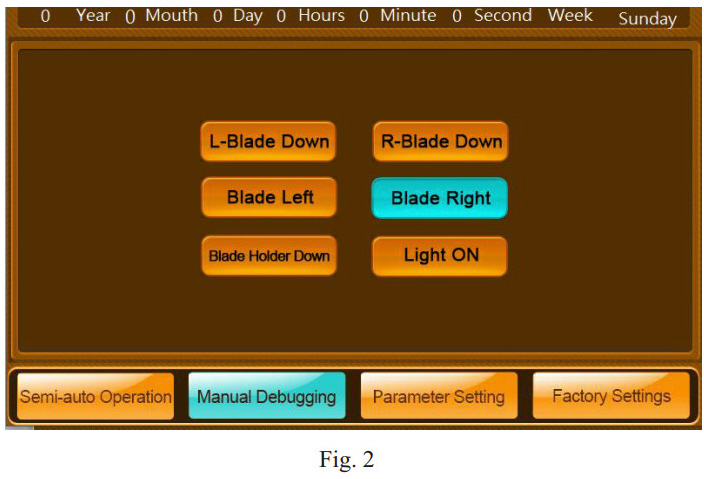
(2) R-Blade Down / Опускание правого скребка . Нажмите эту кнопку, затем правый скребок снова опустится, и верните скребок на место.
(3) Blade Left / Перемещение скребка влево. Кратковременно нажмите эту кнопку, после чего скребок переместится влево. Нажимайте эту кнопку непрерывно, чтобы переместить скребок влево, пока он не достигнет левого предела.
(4) Blade Right / Перемещение скребка вправо. Кратковременно нажмите эту кнопку, затем скребок переместится вправо. Нажимайте эту кнопку непрерывно, чтобы переместить скребок вправо, пока он не достигнет правого предела.
(5) Blade Holder Down / Опускание держателя ножа. Нажмите эту кнопку, чтобы переместить держатель лезвия вниз до достижения предельного положения.
(6) Light On / Включение света: кнопка включения освещения используется для включения или выключения света (так же, как полуавтоматический интерфейс).
(7) Interface Switching / Переключение интерфейса, нажмите квадратный полуавтоматический режим, настройки параметров,
заводские настройки для переключения на соответствующий интерфейс.
(8) Manual Debugging / Ручная отладка. Функция интерфейса ручной настройки. Роль этого интерфейса состоит в том, чтобы проверить, является ли действие нормальным или нет, и отрегулировать соответствующее положение между печатной платой и трафаретом.
Повторите пошаговую операцию для завершения регулировки.
3. Parameter Setting / Установки параметров (Fig. 3)

(02) R-Blade down delay / Задержка падения правого скребка: Установите значение параметра задержки правого скребка, а затем уменьшите.
(03) L-Blade up delay/ Задержка подъёма левого скребка: заданное значение параметра задержки левого скребка, а затем подъем.
(04) R-Blade up delay / Задержка подъема левого скребка: заданное значение параметра задержки левого скребка, а затем подъем.
(05) R-Move start delay / Задержка подъема правого скребка: заданное значение параметра задержки правого скребка, а затем подъем.
(06) L-Move start delay / Задержка начала переключения влево: скребок перемещается влево до значения настройки параметра задержки перед запуском.
(07) Right-shift start dela / Задержка запуска при правом сдвиге: скребок перемещается вправо до значения настройки параметра задержки перед запуском.
(08) Speed of printing left / Печать скорости смещения влево: скребок начинает двигаться влево, когда единица измерения скорости мм/с.
(09) Speed of printing right / Скорость смещения печати вправо: скребок начинает двигаться вправо при перемещении единицы скорости печати в мм/с.
(10) Number of reprints / Количество повторных отпечатков: печатайте вперед и назад несколько раз
заданное количество для достижения желаемого эффекта.
(11) Lanned output settings / Настройка планового производства: Введите запланированный выходной сигнал тревоги при достижении заданного значения. Режим расстойки включен: манипулятор робота опускается до упора платформы во время насстойки. Режим запущен. Подождите, пока пользователь подтвердит правильность пары, а затем снова нажмите кнопку «Пуск», чтобы завершить процесс печати.
(12) Функция интерфейса настройки параметров: реагировать на различные печатные
платы, изменяя различные требования к печати параметров для достижения
желаемых результатов.
4. Factory Settings / Заводские настройки: это содержание, используемое производителем
оборудования для отладки, пользователю не нужно настраивать.
V. Установка и настройка устройства
1. Установка трафарета
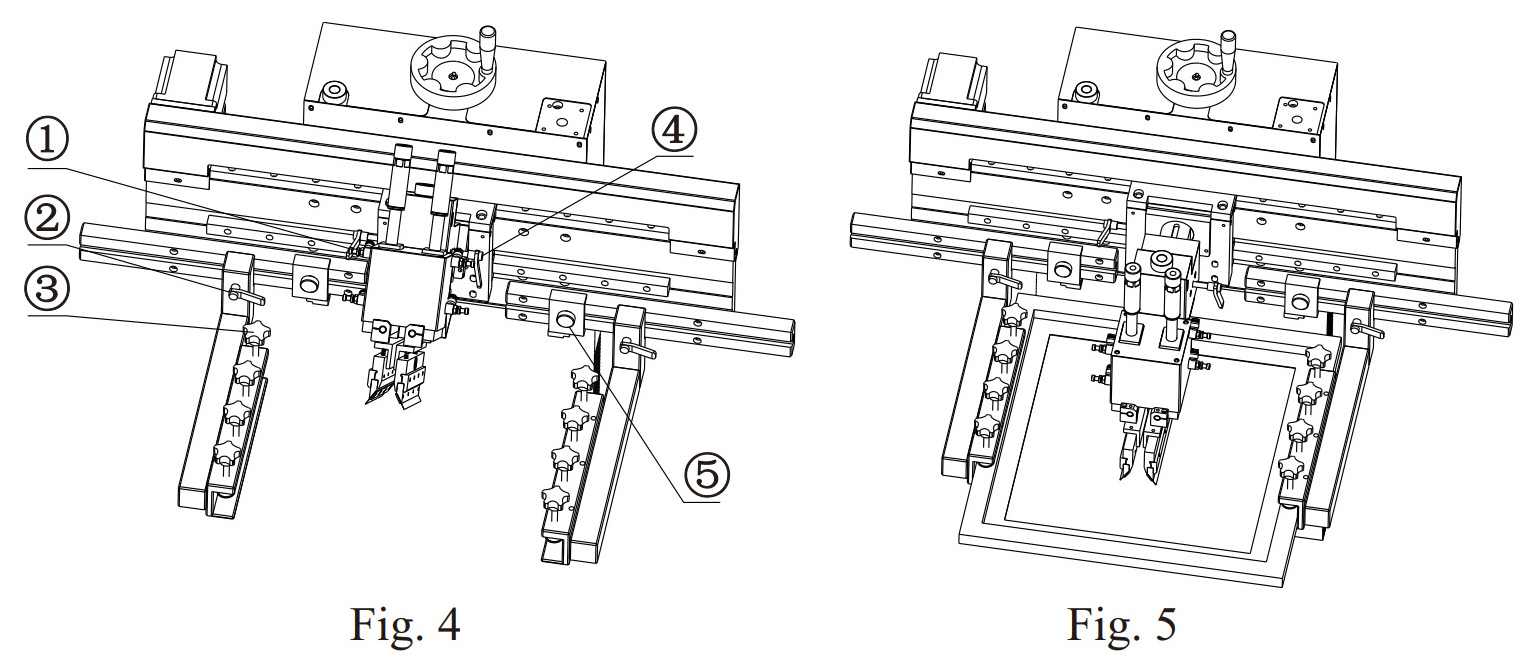
(1) Ослабьте винт крепления головки ①, поверните головку на 45 градусов (рис. 4), чтобы застрял язычок.
(2) Ослабьте ручку блокировки кронштейна из стальной сетки ② и переместите левый и правый кронштейн в
симметричное расстояние с обеих сторон в соответствии с длиной трафарета.
(3) Поочередно ослабьте винт ③ фиксированной рукоятки со стальной сеткой.
(4) Вставьте предварительно подготовленную стальную сетку в U-образный слот для карт и закрепите винт ручки.
прижать стальную сетку, как показано на рис. 5.
(5) Ослабьте винт крепления держателя инструмента ④ переместите держатель инструмента на отпечаток стальной сетки.
область и заблокируйте ее.
(6) Зафиксируйте кронштейн стальной сетки и головку, чтобы гарантировать, что кронштейн стальной сетки не
встряхните эту стальную сетчатую установку.
VI. Инструкция по использованию
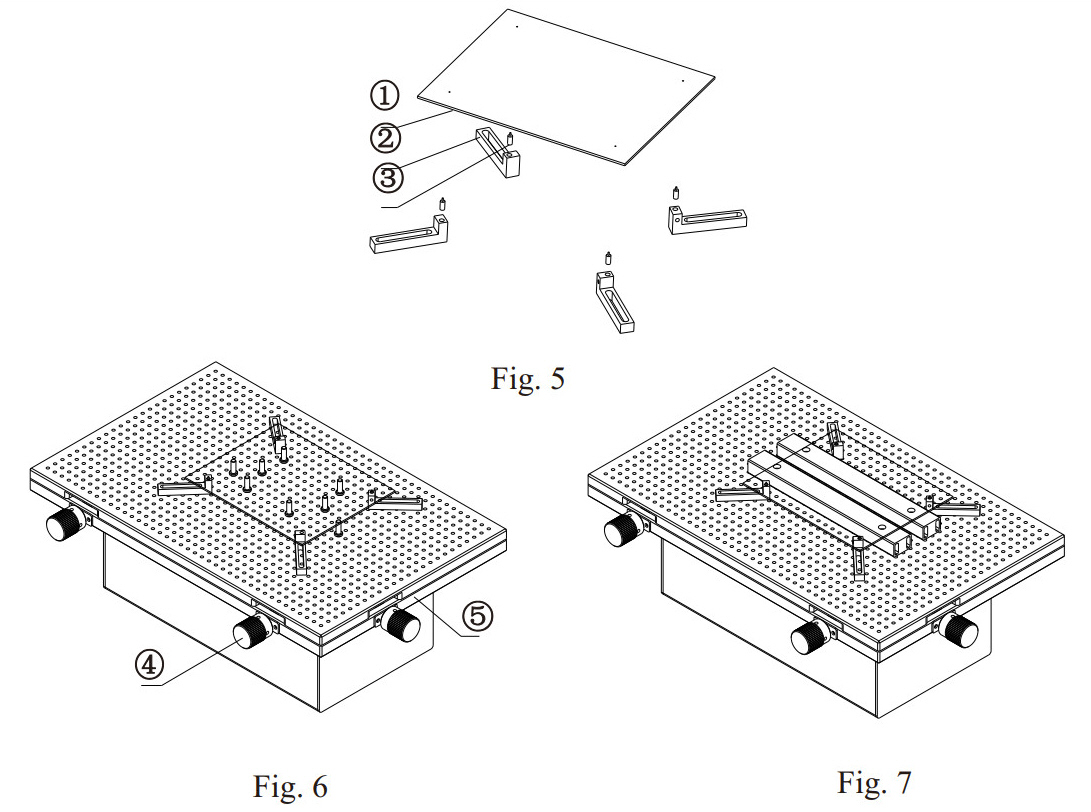
2. Установка печатной платы
(1) Возьмите печатную плату ① и измерьте размер установочного отверстия, как показано на рис. 5.
(2) Найдите соответствующую иглу позиционирования отверстия пластины печатной платы в ящике для инструментов ③.
(3) Установите позиционирующую иглу в держатель позиционирующего штифта ②.
(4) Установите держатель позиционирующего штифта на верстак.
(5) Плата печатной платы крепится к пластине верстака напротив позиционирующего отверстия, после чего необходимо несколько раз грубо поднять выравнивающую стальную сетку и зафиксировать положение держателя штифта после регулировки.
(6) Затем отпустите фиксирующую ручку ⑤ под верстаком, проведя три вращателя ④ вокруг и позади. Повторяем регулировку до тех пор, пока точное положение заднего замка не будет показано на рис. 6.
(7) При печати двойной панели наперсток произвольной конфигурации закрепляется под печатной платой, чтобы избежать размещения компонентов. Как показано на рис. 6 ниже.
(8) При печати одной панели фиксированный блок произвольной конфигурации прижимается к нижней части печатной платы, как показано на рис. 7.
(1) Освободите ручку блокировки манипулятора робота ③ ⑤, как показано на рис. 8.
(2) Отрегулируйте вращение узла ① по часовой стрелке на расстоянии печатной платы от стальной сетки.
зазор расширен, вращение печатной платы против часовой стрелки, расстояние от стальной сетки, уменьшение зазора.
(3) Зафиксируйте ручку ③ ⑤ после регулировки.
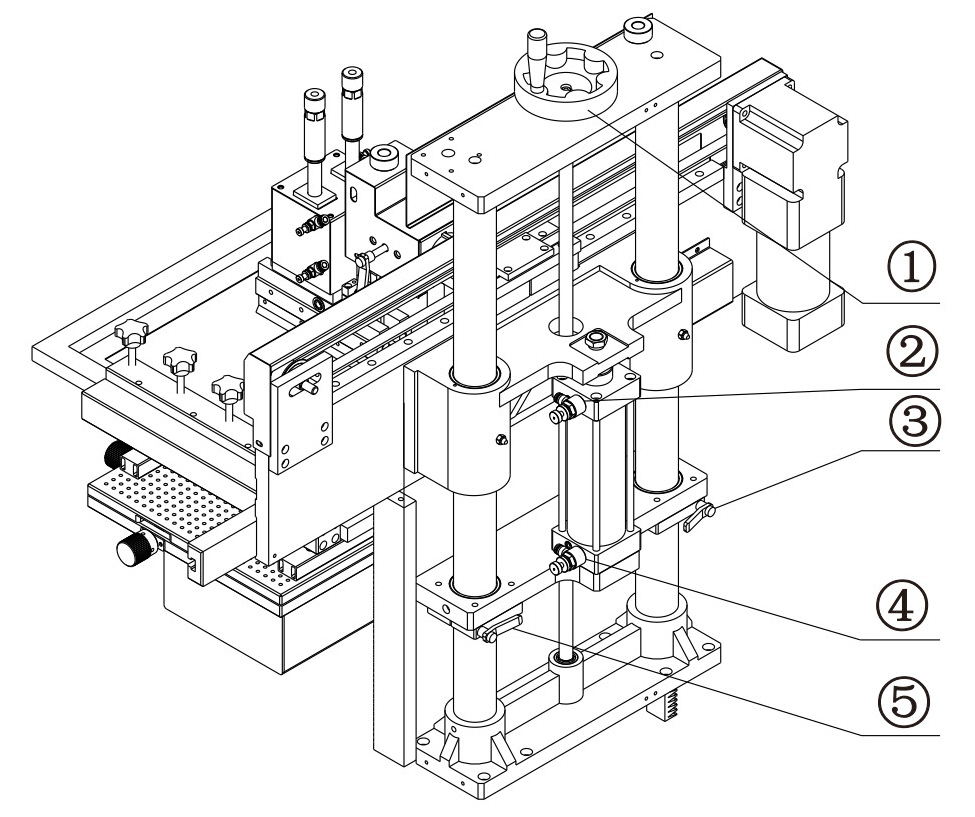
Рисунок 8
4. Регулировка скорости перемещения роботизированного манипулятора
(1) Поверните дроссельный клапан ② против часовой стрелки, рука робота поднимется быстрее, поверните дроссельный клапан ② по часовой стрелке, затем скорость подъема руки робота замедлится, как показано на рис. 8.
(2) Поверните дроссельную заслонку ④ против часовой стрелки, затем скорость падения манипулятора робота увеличится. Поверните дроссельную заслонку ④ по часовой стрелке, затем замедлите скорость манипулятора робота, как показано на рис. 8.
5. Регулировка давления скребка
(1) Удерживая фиксированную регулировочную шпильку ② в руке, ослабьте контргайку ①, как показано на рис. 9.
(2) Поверните регулировочную шпильку ② по часовой стрелке, затем давление скребка уменьшится, поверните регулировочную шпильку ② против часовой стрелки, давление скребка увеличится.
(3) После регулировки удерживайте фиксированную регулировочную шпильку ②, а затем затяните гайку ①.
(4) Метод регулировки левого и правого скребка одинаков.
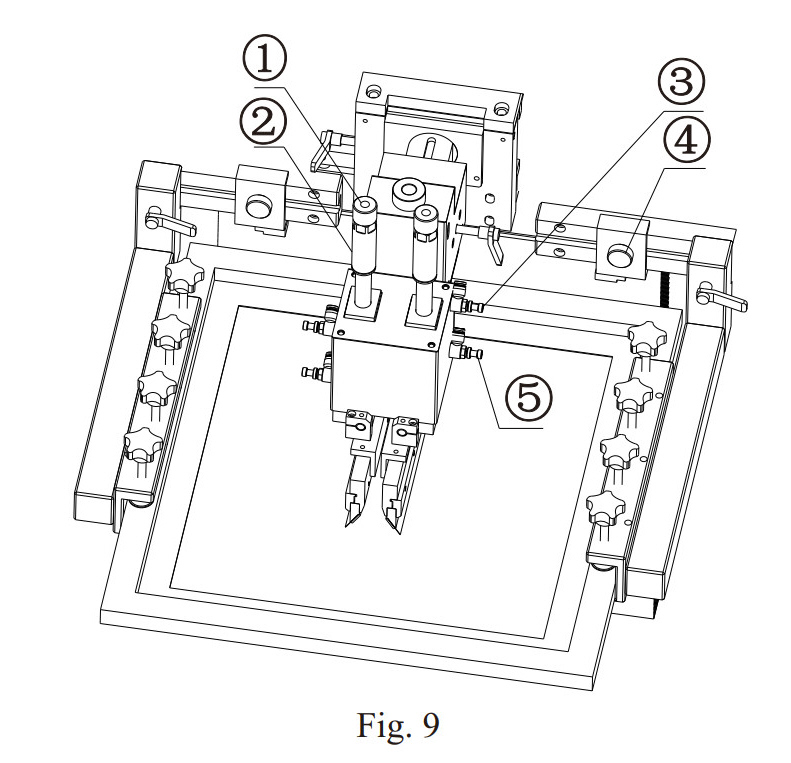
(1) Дроссельный клапан вращения против часовой стрелки ③ скорость подъема скребка увеличивается, дроссельный клапан ③ вращения по часовой стрелке замедляется, как показано на рис. 9.
(2) Дроссельный клапан ⑤, вращающийся против часовой стрелки, затем скорость давления скребка увеличивается, дроссельный клапан ⑤, вращающийся по часовой стрелке, замедляется, как показано на рис. 9.
(3) Метод отладки левого и правого скребка одинаков и этот тип нажатия.
7. Регулировка диапазона скребка влево/вправо
(1) Поверните контргайку ④ против часовой стрелки и переместите датчик предельного значения крайне вправо, как показано на рис. 9.
(2) Войдите в режим ручной отладки сенсорного экрана: переместите скребок вправо, чтобы наблюдать за левым скребком поперек области печати на стальной сетке, а затем переместите вправо на 20 мм до упора.
(3) Переместите датчик ограничения влево до тех пор, пока индикатор датчика не загорится после касания чувствительного листа скребковой головки и контргайки ④, и зафиксируйте положение.
(4) Метод регулировки ограничения положения одинаков в обоих направлениях.
8. Начать печать
(1) Перемешанную паяльную пасту следует распределить по трафарету лезвием, чтобы образовались линии, длина которых превышает площадь печати.
(2) Войдите на сенсорный экран, чтобы переключиться на интерфейс полуавтоматической печати обеими руками, и нажмите кнопку запуска, чтобы начать производство.
VII. Меры предосторожности
1. При вводе в эксплуатацию и эксплуатации оборудования не кладите руку в печатную станцию, чтобы предотвратить травмы машины.
2. Скребок относится к острой заготовке, тщательно установленной для предотвращения царапин.
3. Отрегулируйте ход движения скребка, чтобы индукционный переключатель не превышал диапазон, чтобы не повредить машину.
4. Отрегулируйте стальную сетку на контактную поверхность печатной платы, не делайте этого слишком глубоко, чтобы избежать повреждения
стальная сетка.
5. Регулируйте давление скребка не слишком глубоко, чтобы не повредить стальную сетку.
6. Непрофессиональный обслуживающий персонал не должен заниматься ремонтом оборудования.
VIII. Обслуживание
1. Очистите стальную сетку и протрите стальную сетку тряпкой, смоченной спиртом.
2. Очистите скребок и протрите скребок тряпкой, пропитанной спиртом.
3. Наведите порядок на столе и протрите его тряпкой, смоченной спиртом.
4. Проверьте внешний вид оборудования на наличие остатков и протрите его тряпкой.
5. Регулярно проверяйте и заполняйте смазкой направляющую оси X и подъемную направляющую стойку.
6. Регулярно проверяйте, нормальное ли давление воздуха.
IX. Неисправности и их устранение
| Неисправность | Причина | Решение |
|---|---|---|
| 1. Станок не включается | Проверьте источник питания | Нет питания |
| 2. Кабель питания сломан | Заменить вилку питания | |
| 3. Неисправный выключатель питания | Заменить выключатель питания | |
| 4. Сгорел предохранитель | Заменить предохранитель | |
| Трафарет не перемещается Вниз | 1. Датчик верхнего предела сломан или не обнаружен | Отрегулировать положение датчика или заменить |
| 5. Источник питания сломан | Изменить источник питания | |
| 2. Отсоединение кабеля датчика | Заменить кабель | |
| Трафарет не перемещается Вверх | Нет подачи сжатого воздуха или не хватает давления, Давление должно быть 6 Атм | Проверьте подачу воздуха и отрегулируйте давление |
| 3. ПЛК неисправен | Заменить ПЛК (+8 910 327 85 92) | |
| 4. Соленоидный клапан сломан | Заменить электромагнитный клапан (+8 910 327 85 92) | |
| Скрепер не перемещается | 1. Двигатель или питание неисправны (+8 910 327 85 92) | Изменить двигатель или мощность (+8 910 327 85 92) |
| 2. Монитор двигателя сломан | Изменить монитор двигателя (+8 910 327 85 92) | |
| 3. Скребок не в исходном положении | Переместить скребок для ограничения положения вручную | |
| Скребок не перемещается после того, как Сенсил будет готов | 1. Неисправен датчик нижнего предела | Отрегулировать или заменить датчик (+8 910 327 85 92) |
| 2.Отключение датчика | Заменить кабель | |
| Неисправен левый или правый ограничительный датчик | Заменить датчик | Скрапер не может остановиться должным образом |
XI. Послепродажное обслуживание
Гарантийный срок на данную машину составляет 12 месяцев со дня покупки. Если гарантийный срок истек или после него, мы взимаем соответствующую плату за Обслуживание и сохраняем его на всю жизнь.